


高周波管溶接機ライン



製品説明
H高周波ストレートシーム溶接管生産ラインは主にφ60の電気溶接鋼管の生産に使用されます。~φ219mm、肉厚2.0~6.0mmで角パイプ、角パイプ、丸パイプの範囲を超えない異形パイプも製作可能です。API 5L チューブは後から生産可能必要な機器を追加することで。生産ラインは、国内外の同様の設備を消化吸収し、我が国の国情と組み合わせ、大胆に革新し、ユーザーの意見を広く聞いて設計、製造されています。この装置は経済的で信頼性が高く、安定しています。
基本パラメータ
| 低炭素鋼および低合金鋼 | σB≦520mpa σS≦345mpa | |
| スチールコイル | 内径 | φ650~φ710mm(未定) |
| 外径 | φ1100-φ2000mm | |
| ロール重量 | ≤15トン | |
| ストリップ幅 | 190~690mm | |
| 電気設備容量 | 約1200KVA | |
| 圧縮空気容量 | 2m3/min 4-7Kg/cm2 | |
| クーラント容量 | 50トン/時 | |
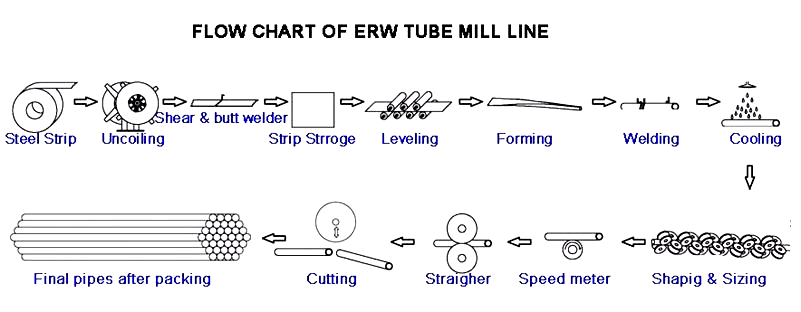
生産工程
巻き戻し→ストレートヘッド、ピンチレベリング→シャーリングバット溶接→ルーパー→フォーミング、高周波溶接、バリ取り、オンライン亜鉛補充、冷却、サイジング、荒矯正→フライングソーサイジング→検査回収→梱包→計量→マーキング→保管
溶接管製造ライン各マシンの構成と主なパラメータ
1.給餌台車
| 使用法 | ストリップ コイルを受け入れ、アンコイラーに輸送し、ストリップ コイルをコイル ヘッドの中心まで持ち上げるのに使用されます。 | ||
| 構造 | 資材ラック、走行機構、オイルシリンダー、ガイドレールなどで構成されています。 | ||
| 容量 | ≤15T | 我慢する | 油圧 |
| 移動モード | サイクロイド減速機駆動モーター | ||
2.アンコイラー
| 使用法 | 生産ラインの原料となるストリップコイルの吊り下げ、支持に。 | |||
| 容量 | ≤15T | ブレーキ方式 | 空気ブレーキ、電磁弁制御 | |
| アンコイラー | 油圧による伸縮 | シングルコーンの油圧伸縮 | ||
3.矯正機
| 使用法 | アンコイラーと組み合わせて使用すると、スチールストリップヘッドがアンコイラーから引き出され、レベリングのためにピンチレベリングマシンに送られます。 | ||
| 構造 | プレスローラー装置、ショベルヘッド装置、ストレートヘッド装置 | ||
| 幅 | 190-690mm | 直径 | φ1100-φ2000mm |
4.ピンチフィード・レベリングマシン
| 使用法 | アンコイラーおよび矯正機からの鋼帯をヘッドとテールで水平にし、鋼帯をシャーリングバット溶接機に送ります。 | ||
| 構造 | ピンチローラー、レベリングローラー、伝達装置の構成 | ||
| 幅 | 190-690mm | 直径 | φ1100-φ2000mm |
ワークのチューブミルライン






