




2019 中国新デザインの帽子/C/U/C プロファイル チャネル ロール成形機



さらなる改善を続け、市場とバイヤーの標準的なニーズに沿った商品の高品質を保証します。私たちの組織は、2019年の中国の新しいデザインの帽子/C/U/Cプロファイルチャンネルロール成形機に向けてすでに確立されている最高の品質保証手順を持っています。私たちは、長期的に私たちを捕まえるために、日常生活のあらゆる分野からの新規および高齢者の見込み客を歓迎します。企業連合と相互の成果を達成します!
さらなる改善を続け、市場とバイヤーの標準的なニーズに沿った商品の高品質を保証します。私たちの組織には、最高の品質保証手順がすでに確立されており、中国ハットプロファイルロール成形機およびH母屋ロール成形機, 当社の製品はユーザーから広く認知され信頼されており、絶え間なく変化する経済的および社会的ニーズに対応できます。将来のビジネス関係と相互の成功のために、あらゆる立場の新旧のお客様が私たちに連絡することを歓迎します。
製品説明
ハット チャンネルは、鋼製屋根フレーム システムの代替タイプで、薄型が必要な場合や、カバー システムにより母屋間隔を狭くする必要があり、標準の「Z」または「C」母屋が非常に高価になる場合に母屋としても使用できます。
当社のハットプロファイルロール成形機は、金属/鋼屋根建設業界で広く適用可能なハットチャンネルを製造するためのものです。


主な技術パラメータ
| 1 | 機械構造 | 個別のアーチウェイスタンド構造 |
| 2 | 総電力 | モーター出力-18.5kw 油圧-5.5kw |
| 3 | ローラーステーション | 18ドットステーション |
| 4 | 生産性 | 15~25m/分 |
| 5 | アンコイラー | 3T 油圧アンコイラー |
| 6 | レバリング部 | 上は3本ローラー、下は4本(合計7本)のローラーです。 |
| 7 | 運転システム | 独立したギアボックスによる |
| 8 | シャフトの直径 | ¢60mmソリッドシャフト |
| 9 | ローラー材質 | アメリカン D2 D3 |
| 10 | プレパンチ&カッティングシステム | 素材を変更するためのプレカット 打ち抜き金型の材質:Cr12 |
| 11 | 油圧切断システム | Cr12 熱処理 58-60° |
| 12 | 油圧力 | 7.5KW |
主な構成
| 1 | 自動デコイラー | 1. シングルヘッド設計 2.積載重量: 3トン 3. 油圧による自動拡張と締め付け 4.適切な幅: <300mm 5.コイルID:¢500±20mm 6.コイル外径:≤1200mm |
| 2 | サーボ送りレベリング | 1.レベリング用の5つのローラー、2対のガイドローラーを採用しています。 2.最大レベリングロール幅:300mm 3. 最大ロール厚さに適応: 1~2mm 4.最大作業速度: 20 m/分 5.駆動: サーボモーター |
| 3 | 多機能パンチングマシン | 1. 6 つのパンチング ステーション、 2.サーボモーター出力: 1.3KW 3. サーボモーターブランド: 日本安川 4.適切な幅: <300mm 5. パンチング金型の高速位置決め、繰り返し位置決め。 |
| 4 | ロール成形機 | 1. 駆動方式:モーター、減速機、スパイラルベベルギヤ駆動 2.メインマシンパワー: 15KW*2 セット、 3. モーターブランド: SIEMENS BADE サーボモーター 4. モジュールコンポーネントの高速位置決め、繰り返し位置決め 5. 編成ステーション: 18 グループステーション |
| 5 | 油圧切断機 | 1. 油圧シングルステーション、 2.切断力: 30トン、 3. 切断タイプ: 停止切断 4. モジュールコンポーネントの高速位置決め、繰り返し位置決め |
| 6 | コンピュータコントロールボックス | 1.日本三菱モーションコントローラPLC 2. 日本安川サーボシステム 3.ヒューマンマシンインターフェースタッチスクリーン付き 4.シュナイダー微弱電流制御 |
| 7 | 油圧ステーション | 1.油圧システム出力: 15KW 2.油圧値: Huade、 3. ファン冷却システム付き |
生産工程
巻き戻し → レベリング → ルーパー(保管) → サーボ送り → 多ステーションパンチング → フォーミングステーション → 油圧切断 → 完成品排出
ワークサンプル
ハット チャネル ロール成形機;ハット プロファイル成形機;ハット プロファイル チャネル製造機

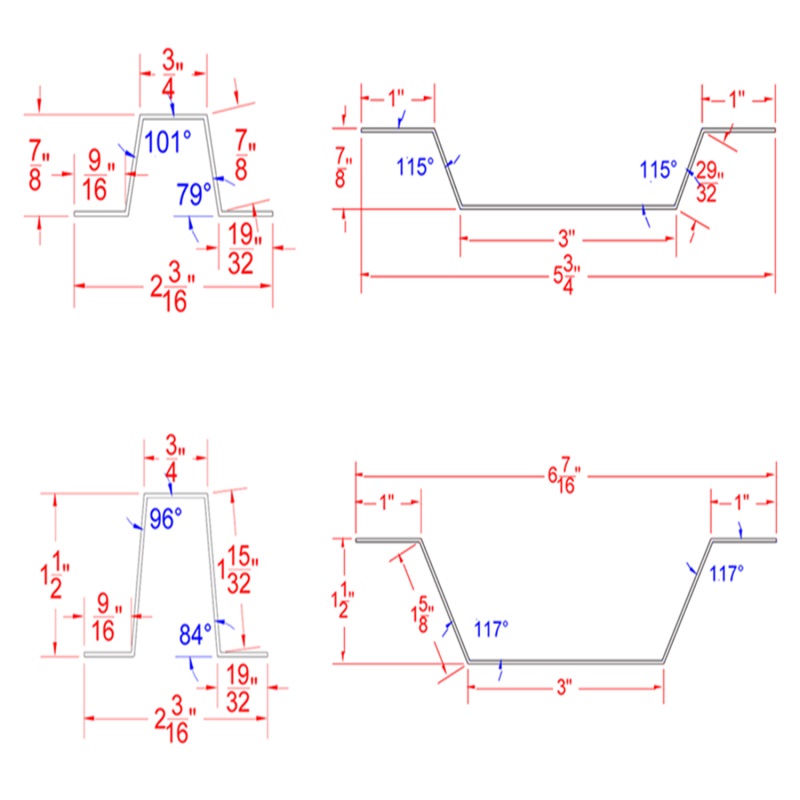
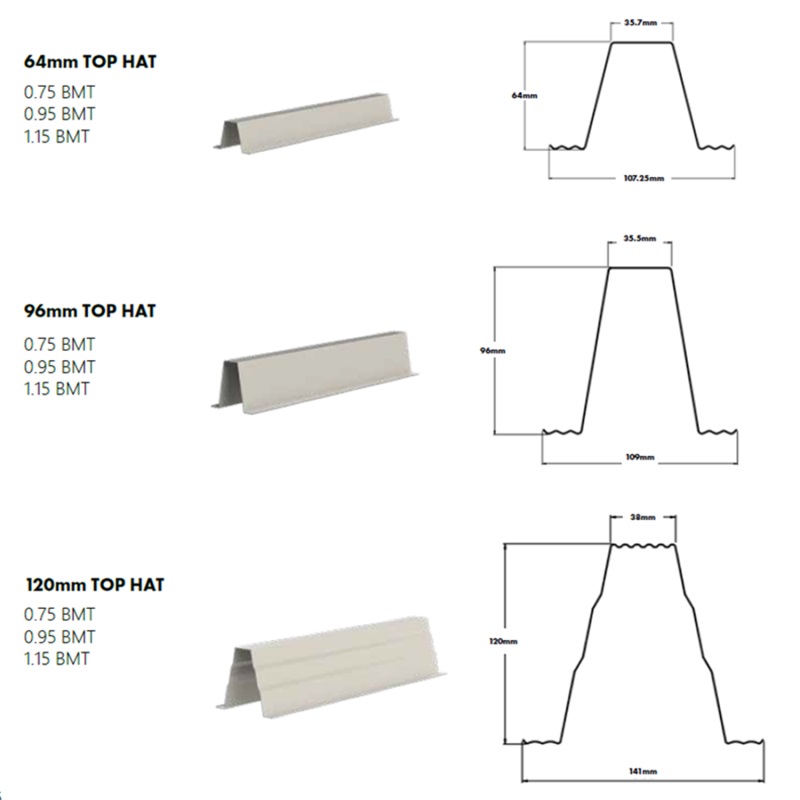
ハット チャネル成形機は、ゴムバンド チャネルまたは弾性チャネルとも呼ばれるハット形の金属チャネルを製造するために使用される工業用機器です。これらのチャネルは、乾式壁やその他の天井や壁の建築材料に弾性のある取り付け面を提供するために建設業界で一般的に使用されています。
ロール成形機は、平坦な金属ストリップを段階的に所望のハット溝プロファイルに成形する一連のローラーで構成されています。この機械は通常、金属ストリップを固定して供給するためのアンコイラー、ストリップを成形用に準備するためのレベリングおよび切断システム、調整可能なローラーを備えた一連の成形ステーション、および完成したレーンを必要な長さに分離するための切断システムで構成されます。このプロセスは、金属ストリップをアンコイラーを通して機械に供給することから始まります。ストリップはレベリングおよび切断システムを通過し、金属片が平らで真っ直ぐであることが保証されます。次に、一連の成形ステーションを通過し、各ローラーが金属ストリップをハット チャネル プロファイルに徐々に成形します。最後に、切断システムが形成されたチャネルを必要な長さに分割します。ハットチャンネルロール成形機の速度と精度は、コントロールパネルを使用して制御できます。一部の機械には、操作とメンテナンスを容易にする自動潤滑システムやコンピュータ制御システムなどの機能も組み込まれています。
全体として、ハット チャネル ロール成形機は、さまざまな建設用途で使用されるハット形の金属チャネルを効率的かつ正確に製造するために不可欠です。





